厚钢板零切的规范操作流程
厚钢板零切前需进行全面的设备状态确认。液压系统压力稳定性需保持在±0.5MPa范围内,维护剪切力恒定。刀具间隙根据板厚调整,推荐值为板厚的5-7%,并用塞尺进行实际测量。机床导轨润滑状态检查,维护各轴运动平稳无爬行现象。安全防护装置功能测试,包括光电保护、紧
了解详情




厚钢板零切前需进行全面的设备状态确认。液压系统压力稳定性需保持在±0.5MPa范围内,维护剪切力恒定。刀具间隙根据板厚调整,推荐值为板厚的5-7%,并用塞尺进行实际测量。机床导轨润滑状态检查,维护各轴运动平稳无爬行现象。安全防护装置功能测试,包括光电保护、紧
了解详情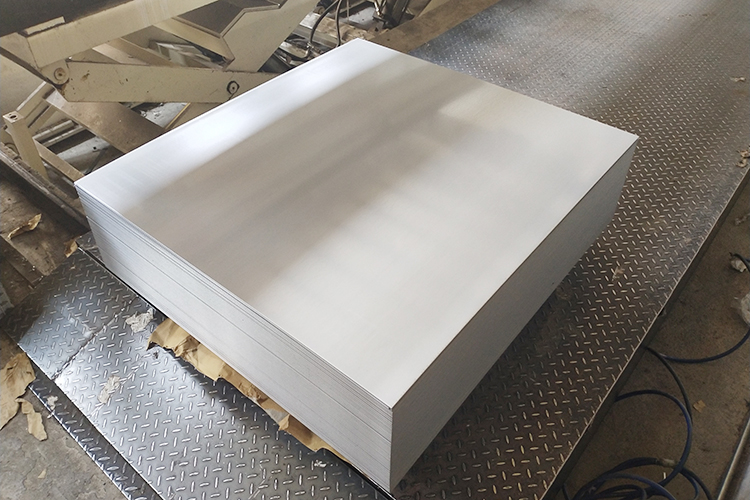
剪板折边加工需重点关注材料定位与工艺参数的控制。定位基准应采用机械靠山配合真空吸附,维护板材在加工过程中不发生位移,定位精度控制在±0.2mm以内。折边顺序应遵循由内向外、先短边后长边的原则,避免已成型边干涉后续加工。压料力需根据板厚动态调整,通常为材料屈服
了解详情
粽叶飘香,古韵悠悠,端午佳节带着独有的韵味缓缓而来。在长久的同行路上,大家携手相伴,一路同行,彼此之间有着真挚的情谊。节日是情感交融的纽带,借着粽香传递心意,向所有伙伴送上真诚的节日祝愿,愿大家尽情享受端午假日。 悠悠
了解详情
钢材抛光推荐使用 白刚玉砂轮 (WA材质)或 金刚砂轮 ,具体选择需结合钢材类型和加工需求:砂轮材质选择 白刚玉砂轮(WA):硬度高、棱角锋利,适合淬火钢、合金钢等高硬度钢材的精密抛光,可保持工件表面光洁度。
了解详情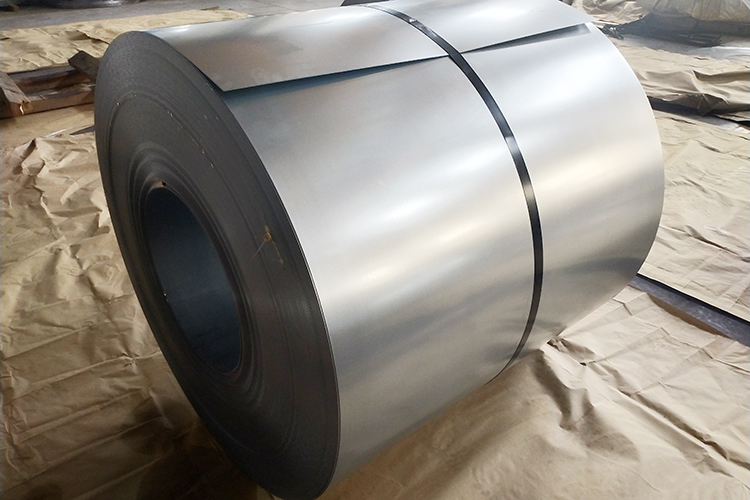
钢材在汽车冲压加工前,首先要进行表面清洁处理。钢材在运输、存储过程中,表面会附着灰尘、油污、铁锈等杂质。这些杂质会影响冲压模具与钢材的接触,导致冲压时出现打滑、模具磨损加剧等问题,还可能使冲压件表面产生缺陷。通过喷砂、酸洗或使用专用清洁剂擦拭等方式,能有效去
了解详情
采购电子元件时,电气性能指标是首要检查项。对于电阻类元件,要关注其阻值精度,不同应用场景对阻值误差范围要求不同,像高精度电路中,电阻阻值偏差过大可能导致电路工作异常;电容类元件则需检查容量,容量不达标会影响电路的滤波、储能等功能;电感元件的电感量也需,它对电
了解详情没错,高频淬火确实可以实现钢材的局部硬化。 高频淬火是一种利用高频电流产生的感应热来对钢材进行加热和淬火的工艺。在这个过程中,高频电流通过钢材时,会在钢材内部产生感应电流,由于集肤效应,电流主要集中在钢材的表面层,导致
了解详情
铝合金加工中,表面缺陷会直接影响零件的外观、耐腐蚀性以及后续装配质量,常见的表面缺陷及形成原因主要有以下几类:机械损伤类 划痕是常见的缺陷,多因材料搬运时接触硬物、加工设备导轨或夹具表面存在颗粒导致。例如,锯切或铣削时,若刀具磨损严重或排屑不畅,切屑可能划伤工
了解详情冲压模具磨损确实会影响产品精度,主要表现在以下几个方面:尺寸精度下降 模具磨损会导致成型件尺寸偏差增大,例如凸模和凹模间隙增大后,材料塑性变形不均匀,易出现起皱、开裂等缺陷。 表面质量恶化 刃口磨损后,剪切面粗
了解详情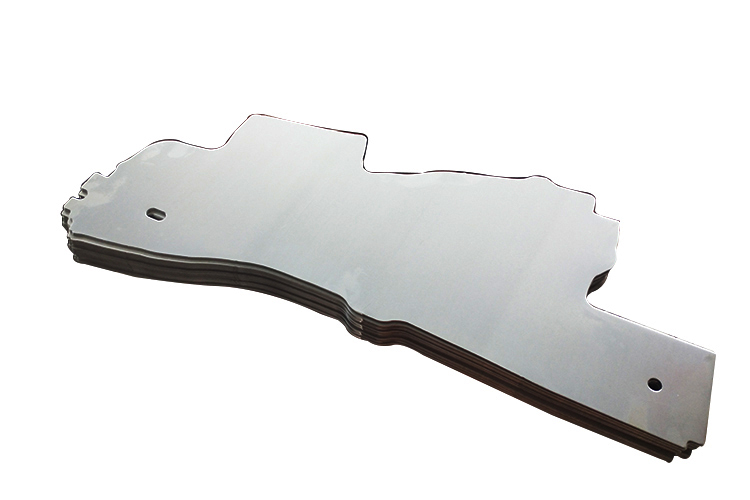
段差控制的基础是设备精度保障。导轨直线度需达到0.02mm/m以内,维护刀架运动轨迹。滑块间隙调整至0.05-0.1mm,过大会导致剪切瞬间偏摆。传动系统反向间隙补偿量需定期校准,消除齿轮啮合误差。液压系统压力波动控制在±0.5MPa内,提升压料力稳定。这些
了解详情