剪板折边加工的操作注意要点
剪板折边加工需重点关注材料定位与工艺参数的控制。定位基准应采用机械靠山配合真空吸附,维护板材在加工过程中不发生位移,定位精度控制在±0.2mm以内。折边顺序应遵循由内向外、先短边后长边的原则,避免已成型边干涉后续加工。压料力需根据板厚动态调整,通常为材料屈服
了解详情



剪板折边加工需重点关注材料定位与工艺参数的控制。定位基准应采用机械靠山配合真空吸附,维护板材在加工过程中不发生位移,定位精度控制在±0.2mm以内。折边顺序应遵循由内向外、先短边后长边的原则,避免已成型边干涉后续加工。压料力需根据板厚动态调整,通常为材料屈服
了解详情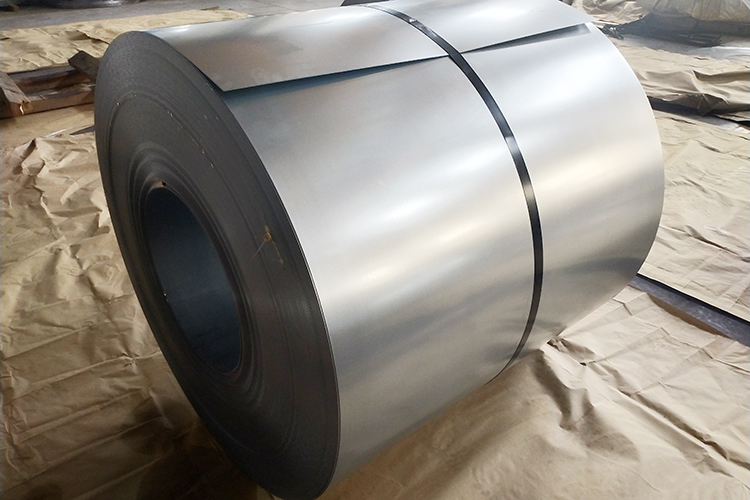
钢材在汽车冲压加工前,首先要进行表面清洁处理。钢材在运输、存储过程中,表面会附着灰尘、油污、铁锈等杂质。这些杂质会影响冲压模具与钢材的接触,导致冲压时出现打滑、模具磨损加剧等问题,还可能使冲压件表面产生缺陷。通过喷砂、酸洗或使用专用清洁剂擦拭等方式,能有效去
了解详情没错,高频淬火确实可以实现钢材的局部硬化。 高频淬火是一种利用高频电流产生的感应热来对钢材进行加热和淬火的工艺。在这个过程中,高频电流通过钢材时,会在钢材内部产生感应电流,由于集肤效应,电流主要集中在钢材的表面层,导致
了解详情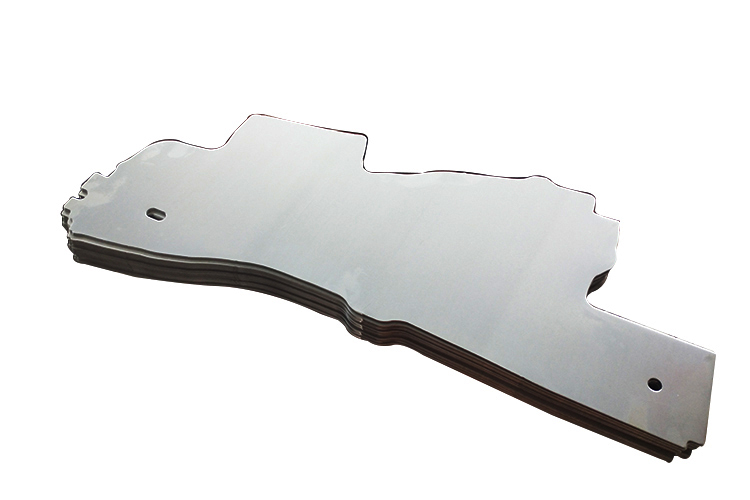
段差控制的基础是设备精度保障。导轨直线度需达到0.02mm/m以内,维护刀架运动轨迹。滑块间隙调整至0.05-0.1mm,过大会导致剪切瞬间偏摆。传动系统反向间隙补偿量需定期校准,消除齿轮啮合误差。液压系统压力波动控制在±0.5MPa内,提升压料力稳定。这些
了解详情汽车电池原材料的采购渠道主要有生产厂家、代理商、批发市场和互联网平台,各自特点如下: 生产厂家渠道能够直接获取一手货源,产品质量和价格优势明显,但对采购量和渠道实力要求较高,适合资金充足、需求量大的采购方。 代理商渠道拥
了解详情
激光切割的精度通常比等离子切割高。以下是具体对比:精度差异 激光切割:精度可达0.05mm,重复定位精度达0.02mm,切割面光滑无毛刺,热影响区小,可直接用于焊接。 等离子切割:精度约1mm以内,切割间隙较
了解详情
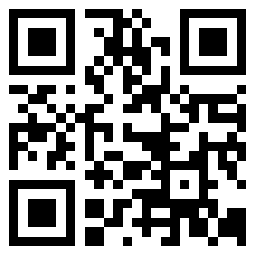
剪切下料优化需基于材料特性和产品需求的系统规划。套料算法应考虑板材的纤维方向,重要受力部件尽量沿轧制方向排样,强度可提高5-10%。异形件采用共边切割技术,相邻零件共享切割线,减少废料产生。动态排样系统实时计算更优板材利用率,组合不同订单需求,使整体利用率达
了解详情
酸洗能去除钢材氧化皮。酸洗通过酸性溶液与钢材表面氧化皮发生化学反应,形成可溶性盐类并溶解去除,常用于钢材加工前的表面处理。 原理 酸洗利用酸性溶液(如硫酸、盐酸、磷酸)与氧化皮发生化学反应,通过溶解作用去除表
了解详情
原材料运输过程中的防护措施需围绕材料特性、运输环境及潜在风险展开。首先,针对不同材质的原材料,需采用适配的包装方式。例如,金属类原材料需用防潮、防锈的包装材料包裹,避免运输途中受潮氧化;易碎或精密的原材料,如陶瓷、玻璃制品,需填充缓冲材料(如泡沫、气垫膜)并
了解详情
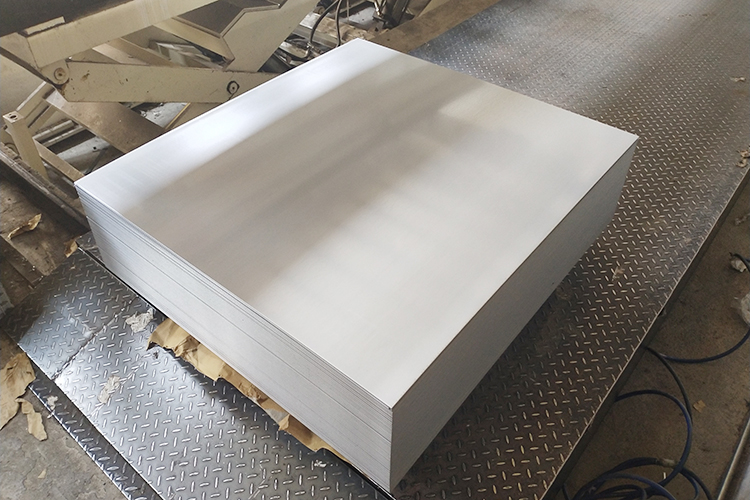
镀锌板卷在剪切加工中的质量表现首先体现在镀层特性的稳定性上。锌层附着力需达到划格法测试0-1级标准,确保剪切边缘不出现大面积镀层剥落。镀层均匀性要求纵向和横向厚度偏差控制在±15%以内,避免局部耐蚀性下降。锌花大小应均匀适中,直径2-5mm为佳,过大锌花会增
了解详情